序言
自前篇開始,不定時轉載對岸砥石名人--老吳的精采好文,關於磨刀,關於天然砥石,關於人造砥石的經驗及看法,非常適合入門或進階刀友服用。
文章內容一字未改,以尊重原作者老吳的智慧財產,文末老吳砥石連結至老吳的掏寶商店,聊表對作者的尊敬與回饋。
本部落格轉載得到授權,未經同意,請勿擅自修改及轉載,分享本部落格或老吳的網站連結不在此限。
.............................................................................................
文章內容一字未改,以尊重原作者老吳的智慧財產,文末老吳砥石連結至老吳的掏寶商店,聊表對作者的尊敬與回饋。
本部落格轉載得到授權,未經同意,請勿擅自修改及轉載,分享本部落格或老吳的網站連結不在此限。
.............................................................................................
砥石的目數選擇說起來是個很簡單的問題,其實也不用太分心在選擇目數上。
簡單來說,磨刀人群分2撥
1:實用主義者
2:重度偏執狂派
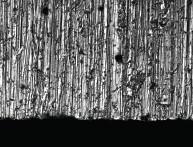
先上幾張圖片
220目
 500目
500目 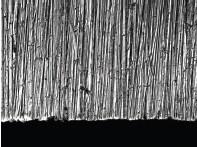
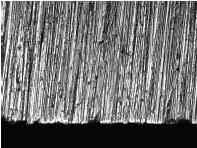
1000目
 2000目
2000目 
3000目
 4000目
4000目 
6000目
 8000目
8000目 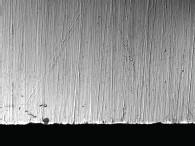
10000目
 16000目
16000目 
30000目

以上,把目數從小到大排列了一下。
這個顯微照片相對比較直觀的表示了每個目數打磨出來的刀具的效果。也可以從側面為砥石目數的進階提供一個依據。
簡單來說,對於實用主義者,戶外刀具使用者來說,他們只需要2塊砥石就夠了,一塊在220-600之間的粗磨砥石,用來修復受損的刀具;另外一塊在1000-2000目之間,用來作為最終研磨砥石。
或許有人在質疑1-2k的砥石可以用在最終研磨麼?
我的回答是:是的。尤其在很多對於鋒利度要求並不高的情況下,1k的砥石作為最終砥石已經足夠用了,比如戶外刀具,比如家裏面的砍刀,我個人都是採用1k的砥石來作為最終研磨的砥石,在刀具經過使用過後,沒有明顯的崩刃的損傷等情況下,還是只採用1k的砥石來進行鋒利度的恢復。
1k的砥石作為最終研磨砥石,雖然說在某些意義上的鋒利度無法和經過了高目數砥石的鋒利度相比,但是,在另一種意思上,它可能比高目數研磨出來的鋒利度更為實用。
粗用的工具類就不用說了,材刀、斧頭之類的,只要能砍,不用太鋒利就行。
對於刀具,在1k目砥石上的最終研磨,會使刀鋒的刃口產生大量微距齒,這種微距齒在咬合某些物體中可以發揮極大的作用,比如切割凍肉的刀具,切割繩子的刀具,我們甚至可以用在1k砥石打磨的微距齒來替代齒刃。
對於日常比較精細用的刀具,1k砥石所打磨出來的鋒利度是無法滿足要求,比如你日常用的切割刀具,水果刀,家裏的廚刀。這個時候,可以在1k砥石之後,往上到4-6k左右,4-6k的目數已經是普通刀具打磨的上限了。這種目數打磨出來刀具的鋒利度已經相當可觀,如果你有足夠的手法,這個目數的砥石打磨出來的刀具是可以達到極端鋒利——斷髮的程度。
強迫症的患者(比如俺)比之使用派多了一層精神含義在裏面,刀具不但要鋒利,還要美觀。
之後,我們還要討論兩個問題,那就是
1:為什麼高目數砥石打磨出來的鋒利度高於低目數砥石?
2:為什麼高目數砥石打磨出來刀具的保持性大於低目數砥石?
本來這兩個問題就可以單獨開一個帖子,為了方便,那我還是在這裏一併說完吧。
關於鋒利度的問題,我們得從物理上明白一把刀具的鋒利度究竟取決於神馬。
簡單來說,刀具的鋒利度取決於幾個要素。1:開刃角度。2:刃口半徑。3:鋼材。4:熱處理。5:打磨
我們只討論為啥高目數的砥石打磨出來的鋒利度高於低目數砥石,所以,以上個中要素,實際上只用刃口半徑就可以解釋。
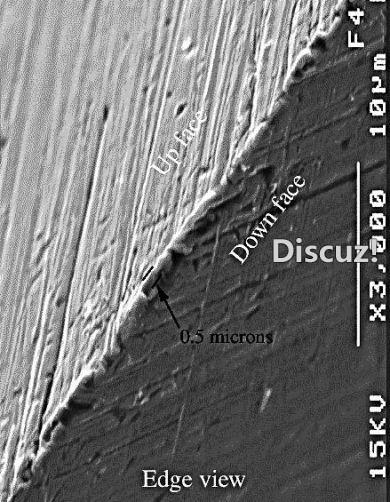
簡單的來看下兩張圖

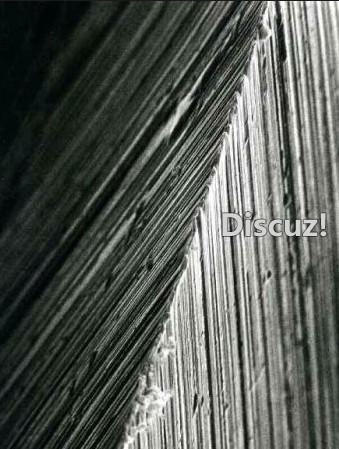
看明白區別了麼,最後一張圖的刃口半徑(厚度)只有0.5μm
其實問題的實質就在於刃口的厚度,刃口的厚度只能通過高目數的砥石來降低,低目數砥石怎麼打磨都不可能降低其厚度。
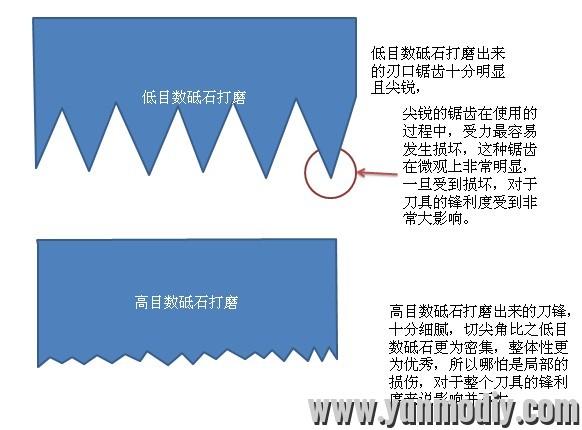
再用幾張示意圖來表示下刃口的厚度


這個圖片說明了高目數砥石和低目數砥石打磨出來的刀鋒的實際情況,也很好的解釋了為什麼高目數砥石才能夠打磨出極致的刀鋒。
刀具的鋒利度排除其他因素,關於打磨的因素就是高和低目數所打磨出來鋒利度的區別。
比如我們常說的斷髮,斷髮的條件就是刀鋒具有相當的鋒利度,這個鋒利度最為關鍵的一點就是刀鋒(刃口)的厚度。無論一把刀具的開刃角度如何的小,刃口半徑大於一個資料的話,那絕對是無法斷髮。
一把刀具的開刃角度哪怕略大(略大而已....拿斧頭斷髮的都不是正常人....)
這樣,就很簡單明瞭的解釋了刀具為啥在越高的目數下打磨出來的鋒利度越高、(當然前提你擁有足夠的技術,沒有足夠的技術給你300000目也無法打磨到斷髮....)
綜上所述,如果一把刀具,你只希望粗用(戶外刀具、砍刀、斧頭等等)那麼可以採用1000-2000目的砥石作為最終研磨砥石足夠,最多再採取其他手段(蕩刀)除去多餘的毛刺而已。其他就不用太費心了。這種打磨方式最為簡單實用,適合大部分不喜歡在刀具打磨上費太多心的刀友。
當然,除開粗用刀具,我們平時的edc,我個人建議還是能夠在略高的目數上打磨,一般除開粗用刀具,普通的刀具我個人的建議最終打磨的目數在3-6k左右,這種目數打磨出來的刀具無論在鋒利度還是在保持性上,都有上佳的表現,足夠刀友日常使用了。
強迫症愛好者,請無視上面的任何條目,直接上最高目數吧,不用糾結!!!
下面我們再來糾結下為什麼高目數的砥石打磨出來的刀具保持性更佳的問題吧。
繼續看圖
這個圖充分說明了砥石目數高低打磨出來刀具的刀鋒保持性差別的原因。
由此我們可以得到的結論就是,能夠採用高目數砥石打磨的話,還是儘量採用高目數砥石來打磨。當然,這裏還是有個邊際收益遞減的問題,至於如何選擇,恐怕得看個人了吧。
————————————————————分割線—————————————————
具體來說說不同物件的打磨目數吧,當然只是根據我個人的經驗做出的論斷,肯定會有不妥之處,歡迎大家前來討論。
普通的折刀,如果是國產的813或者440,那麼最終在3-6k足矣
進口不銹鋼折刀,同樣最終在3-6k
今後粉末鋼折刀,最終在6-10k,因為粉末鋼晶粒更為細膩,如果上高目數的砥石具有更好的鋒利度和保持性。
現代鋼材的直刀同折刀的選擇。
普通的菜刀,中式的那種片刀或者切刀,2-5k足夠。
砍刀,反正我是只用了刃黑1k。
材刀。文武刀之類的,1-2k吧。
然後是剃刀,這個沒有固定的要求,不過我想怎麼著也得6k晚上吧,而且上不封頂,畢竟很多高目數的砥石設計就是為了剃刀和木工工具。
木工工具,也是越鋒利越好。
對於鑿子,我倒是沒有什麼感覺,不過鉋子,鋒利的鉋子能讓你體會到木工的樂趣。
日式廚刀,普通出刃之類粗用的,我只是用青砥,相當於人造大概1-2k的目數吧。
片刃,薄刃之類的家常刀具,我一般在6k左右,或者天然的仕上砥石。
柳刃....我吃不起三文魚,所以不知道,據說目數越高越好....
文章出處:老吳砥石
沒有留言:
張貼留言