
版主手中的好貨之二
自前篇開始,不定時轉載對岸砥石名人--老吳的精采好文,關於磨刀,關於天然砥石,關於人造砥石的經驗及看法,非常適合入門或進階刀友服用。
文章內容一字未改,以尊重原作者老吳的智慧財產,文末老吳砥石連結至老吳的掏寶商店,聊表對作者的尊敬與回饋。
本部落格轉載得到授權,未經同意,請勿擅自修改及轉載,分享本部落格或老吳的網站連結不在此限。
文章內容一字未改,以尊重原作者老吳的智慧財產,文末老吳砥石連結至老吳的掏寶商店,聊表對作者的尊敬與回饋。
本部落格轉載得到授權,未經同意,請勿擅自修改及轉載,分享本部落格或老吳的網站連結不在此限。
關於砥石的切削力,其實我很早就想寫。不過由於太過麻煩,所以懶得寫。
好吧....我還是把大家往正確的道路上吧。
首先,我們需要破除一個誤解,那就是砥石的切削力是看黑水....隨便一個圖片上滿屏的黑水就是超NB的砥石麼?錯錯錯!
好吧,這裡插播一條,神馬砥石算“好”砥石?切削力牛逼算麼?算....個鳥啊,砥石品質是由多方便決定的,至於切削力這個屬性,僅僅是決定一塊砥石品質中一個屬性而已,並不是全部也不是最重要的指標。關於砥石品質的問題,將會緩慢緩慢來慢慢梳理。
OK,開始正題。
砥石的切削力,最為簡單的方法是:將刃物在中低目數的砥石上面研磨,將中、低目數砥石的印記深深的烙印在刃物表面之後直接用仕上砥石,看看誰能夠在相同的時間內將粗目數砥石留下的劃痕除去。當然前提條件是你研磨時手部的力度和研磨動作都差不多才行。
這裡關鍵的請注意,一定是看“鋼”的表現而不是軟鐵(地鐵)的表現,因為刃物“鋼”的耐磨程度是遠遠高於軟鐵(地鐵)的。有經驗的人都知道,其實砥石表面的大量黑水僅僅是軟鐵(地鐵)留下的而已,一旦針對“鋼”來說,那就相當困難了,至少我到目前為止,也沒有見到過一塊砥石對於“鋼”有著多高的切削力。
這裡別鑽牛角尖,我說的“鋼”一般是刨刃或者鑿子或者小刀之類的工具背面的純鋼,而且最好找一些名人製品,這些名人做出來的東西淬火的硬度有保證,能夠非常明顯的體會“鋼”的高硬度和高耐磨性,而市場上大量廉價的工具,很多都是熱處理不合格或者說硬度不夠的,磨起來當然輕鬆愉快了....。
砥石的切削一般分為三個階段,為了弄懂這三個階段,腦子裡最好有個三維圖像的思維,因為老吳文字功底非常有限,可能有描述不太準確....想想也覺得描述這些東西麻煩的要死....。
好吧,刃面在經過了砥石研磨過後,在微觀上實際是無數個三角形組成
上個圖....。刃口微距
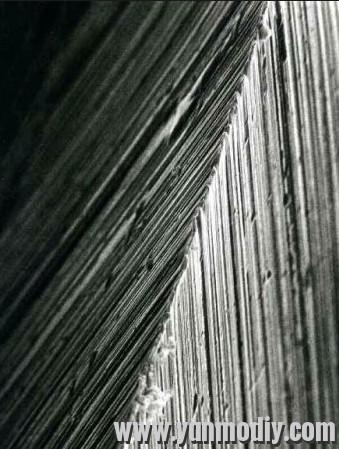
在這個圖上可以清晰明瞭的看到,刀刃和砥石貼合的表面實際上是由無數立體三角形構成的。
這裡就可以提出我們切削的三個階段 :

此階段刃面和砥石貼合程度極低,刀鋒立體三角形的頂點同砥石表面進行貼合,在微觀上刀刃在砥石表面單位壓高。所以此階段切削效率極高,在研磨的過程中能夠很快的將立體三角形的頂點面研磨下去。

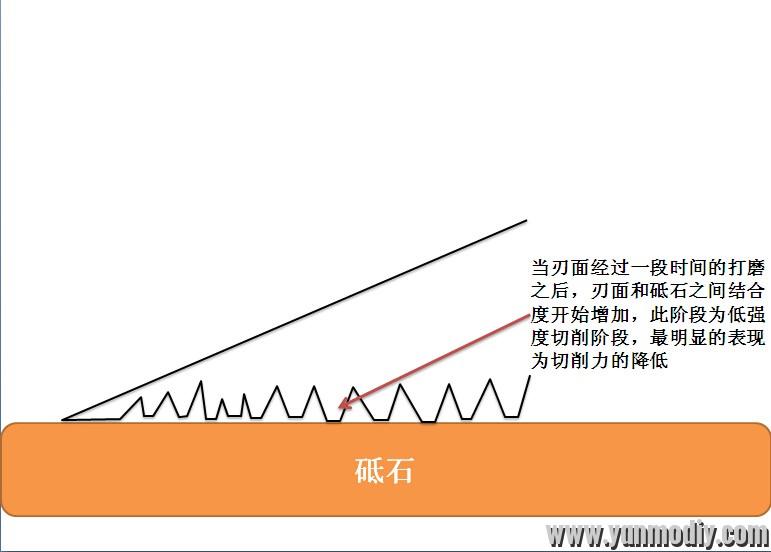
2:低強度切削階段
此階段因為刀鋒表面的立體三角形頂點已經被切削了大部分,所以刀刃對於砥石表面貼合程度會比較高,刀刃留給砥石表面的單位壓力下降,因此切削力也會明顯下降。
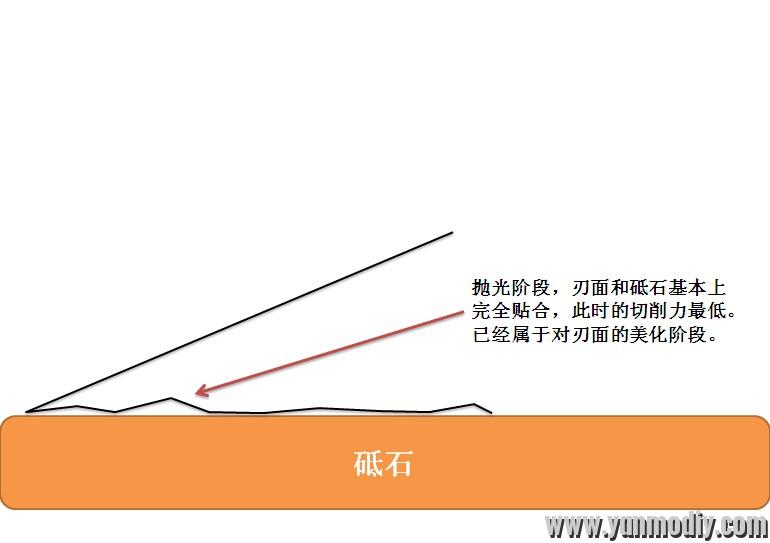
3:拋光階段
此階段刀刃已經基本和砥石表面完全貼合,刀刃對於砥石表面的壓力降至最低,切削力接近最小,而這個階段的主要作用極為拋光。
以上大概說了切削的三個階段,簡單說下好,否則我算了算,又TM不知道要畫多少圖了 ,麻煩....以後有空補上去。
這裡就會牽涉到一個問題,相信老手都會遇到。那就是如果刃物在中目數砥石研磨過後,用仕上砥石研磨時,剛開始切削力會感覺很牛逼,但是實際上切削力會逐步下降(TM又牽涉到砥石表面的更新原理....算了,太麻煩,不講)。到了一定程度刀刃其實就只是在拋光而已。
另外一個表現就是,一個刃物,如果你是在其他仕上砥石已經打磨完畢,你僅僅想測試下新砥石的切削力,或許你會覺得新砥石的切削力也不怎麼樣。因為此時,基本上只會屬於切削的第二和第三階段,所以砥石對於刃物的切削力並不高。如果你馬上用低目數的砥石將刃物研磨之後再用新砥石測試切削力,你會發現與之前的測試完全不是一個等級的....。
(版主註:此為天然砥用家的共同經驗...)
首先來說說傳說中的刃黑1k和龍蝦C400,龍蝦C400的圖片暫時沒有,刃黑1k的圖片稍後補上。
從之前的論述可以看到,切削實際上是有三個階段的,對於這三個階段,如果需要高強度切削,那麼必定在第一階段迴圈是最優選擇,我們所希望的也是砥石一直保持著高強度的切削。
理論上是長久保持第一階段,就能夠保持良好的切削力持續進行,那麼對於刃面的表現就是,你無論打磨多久,用肉眼來觀察刃面,劃痕的痕跡和劃痕的深度始終是同開始研磨那幾下是最好滴。如果在研磨過程中,隨著時間的增加,表面劃痕感覺向高數目的劃痕靠攏的話,那麼毫無疑問,砥石對於刃面的切削力在下降。
在最極端的情況下,砥石的切削力嚴重下降之後,刃面的表現非常明顯——接近鏡面,此時,砥石的切削力幾乎沒有,研磨的階段也會一直在第三階段也就是拋光階段,這種情況下,如果你還需要繼續切削的話,老吳的建議是你趕快換一塊砥石,或者將砥石表面出一些漿(效果有限)。
一個例子,老吳最近入手的一個切出小刀,先在龍蝦C400上磨了很久,怎麼感覺打滑....。我擦....
於是我立馬換上了JNS300,這是,才表現出來了我個人封號“碳鋼之王”的JNS300優異的切削力,使得小刀一直在高強度切削,經過一段時間,刃面總算是找平了。
就效率上來說,jns300對付這種高硬度高耐磨鋼材實際表現要遠遠超過C400,相信用過的人都會有體會。
好了,粗目數砥石糾結完了,該糾結中目數砥石了。
對於中目數砥石,我首先使用的是中目數砥石的No.1,刃黑1k。(版主註:我對這項排名很有意見...)
不過這玩意在我手上已經很長很長時間了,對於刃黑1k的性能表現,其實已經很清楚,我在研磨之前就判斷,刃黑1k對於這種東西幾乎沒有什麼切削力。之後的研磨也完全印證了我的推測。
簡單看幾張圖片就能夠很清楚明白的表現出來。首先我們來看看刃黑1k對於此小刀的表現:

感覺上是在純鋼上研磨,被切削量小的可憐,刃黑1k對於其表現基本上屬於沒什麼用的地步。
具體來看看刃面照片:

可以看到僅有中間的一塊得到了切削,而且由於切削力的下降,只能研磨中間那一小塊而無法向邊上發散開去。
再來一張特寫,刃黑1k居然把鋼材磨到了“鏡面”的效果....

這個是很典型的第三階段,也就是拋光階段的效果。表明刃黑1k對於此小刀基本上沒有任何切削力,再繼續切削下去也僅僅是拋光而已。(版主註:所以啦,甚麼鬼No.1...)
這個時候我採用了對馬來出漿,出漿後的切削力顯而易見明顯提高了,但是,由於刃黑1k磨面更新的問題(砥石的自銳性,如果不懂的童鞋,請去看我人造砥石的介紹),始終不會有太好的表現,這裡刃面表現還是基本上是鏡面,就不放圖了。

首先先確認對馬名倉出漿的顏色,基本上還是偏灰色而已,並不是純黑色。

切削力雖然得到了明顯的提高,但是實際表現仍然不盡如人意,於是放棄之~~~~~~
下一步更換了jns800,感覺上jns800的細膩度甚至比刃黑1k更高,但是實際切削力絕對是高出刃黑N個等級。
下圖明顯的表現出,我並沒有過多的研磨,僅僅是幾分鐘而已,砥石表面的石漿很明顯的也並不多。

但是這並不多的石漿卻表現出和刃黑1k完全不同的等級,此時這把嫁接刀的刃面已經研磨完畢....

可以很清楚的看到,刃面已經完全被打磨完畢,而且不會像刃黑1k那樣拋光成鏡面,很明顯的表示了至少jns800對於此鋼材的切削處於第一或者第二階段,絕對不會像刃黑那樣直接到了拋光階段。
下面,得出結論
這個結論並不是孤單的只是上面磨了一把切出小刀而得出的結論,而是老吳至少在一年多的時間內不停的測試、使用、思考得出的結論。
對於難於切削的鋼材(這裡指碳鋼類,不銹鋼或者粉末剛我手上沒有,如果有人願意提供測試,老吳歡迎!),我們廣泛使用的刃黑1k,龍蝦c400並不能有效的切削,他們的切削效率比起jns系列或者是其他專門針對碳鋼類的砥石差了N個檔次,對付碳鋼,還是專門的砥石更好。
為什麼會造成這個結果?
很簡單,粗、中目數的砥石作用是什麼?簡單的來說,就是修型用,既然要修型,那麼就需要切削力。砥石的切削力從哪裡來?必須是砥粒,那麼對於砥粒來說,既然無論是jns,還是shapton、naniwa都採用了GC或者WA顆粒,那麼磨粒的物理性質不會有太大的區別,區別僅僅是砥石結合劑的配方和結合的強度。
為了能夠高強度的切削,那麼最好保持砥粒的高效切削,怎樣保持砥粒的高效切削?前面已經說過,無論是jns還是shapton和naniwa都採用了差不多的砥粒,那麼砥粒的更新速度就決定了砥石對於鋼材的切削效率。
從這個理論出發,也能夠很好的解釋jns系列的砥石為什麼自損要大於shapton的刃黑1k和龍蝦c400了。(版主一直在講,末廣砥石的自損率比刃黑高並非缺點,反而是其優點,藉由快速更新,維持高度切削能力。)
那麼,我們可以得出結論,那就是針對高硬度高耐磨的鋼材,為了保持切削力,必須有著很高的磨面更新速度(砥石的自銳性),而磨面的高速更新造成了砥石自損率的增加,所以jns系列為了保持切削的效率,自然自損要比shapton和naniwa系列更高。
以上的結論不僅限於jns,老吳曾經用過N多粗目數砥石,自損率都高的嚇人,但是切削力同樣也相當猛。
老吳手上也有硬的粗目數砥石,這種東西我估計只能用來拋光用............
所以說,需要切削效率的砥石必定自損大,刃黑1k和龍蝦C400最大的特點就是在保持了一定的切削力的同時,砥石的硬度(結合劑對磨粒的把持強度)很高,自損控制在一個很低的範圍內,光是這點就非常了不起了。
(版主註:對研磨效率與手感而言,版主喜歡末廣甚於此二者,但龍蝦C2000目是好貨,手感一流,可惜切削同樣...)
以上是老吳常年戰鬥在第一線得出的經驗以及結論,歡迎大家抬杠~~~~
刀友阿倫的回應也很值得借鏡,因此收錄在虛線當中:
……………………………………………………
我對這種感覺的分析是:參與切削金屬部分的微粒,夾在刃面和砥石面之間。它們產生幾種物理作用:
1、自身撞擊刃面和砥石表面,造成刃面下肉和砥石產生新的微粒。
2、微粒破碎,帶來更高目數的微粒。
3、微粒混合鐵屑嵌入砥石表面,降低目數,阻礙新微粒產生。(自銳性)
對於天然砥石,作用1、2比較明顯,因為天然砥石是硬的基材,所以作用3幾乎沒有。
而對於人造砥石,磨料的粘合物,勢必造成軟基的砥石表面,產生作用3.從而提高了目數,但是帶來研磨性能的下降。
磨著玩和我說過,有些人造砥石,使用的時候,如果有自出漿,會發現砥石耗損非常快。反而把漿水沖掉,會大大降低砥石自身損耗,同時對金屬的切削能力並沒有太大的差別。這個使用感受,充分證明了,作用1、3對研磨的影響。砥石產生的微粒,對金屬的切削同時,也對自身產生切削,所以砥石的耗損速度大大提高。
我經常用來試砥石的金屬,一般來說:日本貼鋼嫁接刀、日本碳刨、m390、天被ASP23試擼條。
日本貼鋼嫁接刀:
這個刀比較好切,各種砥石,無論人造還是天然,基本上都能切得動。這個刀子,我用來觀察砥石先天的細膩度非常好。因為它沒有什麼“欺騙性”。所謂的欺騙性,會在後續的內容提到。
日本碳刨:
這個刀子相對嫁接刀來說,軟鐵部分比較硬,接近刃鋼。如果砥石和刨刃找的非常平,研磨起來會有滑冰的感覺,非常討厭。這個碳刨我主要用來測試砥石的劃走度。
現在重點說說m390:
這個金屬號稱神鋼,它非常硬並且耐磨。我的刀坯是長衫的刀坯,從現在得到的資訊看來,長衫的m390的真實性不容懷疑。
這個金屬,在測試砥石的細膩度時,非常有欺騙性。
我有一個大約4000目的king砥石,這個砥石應該加入了天然砥石的成分,研磨碳鋼刀,地黑刃白很明顯。不過研磨m390的時候,竟然能出鏡面。那種感覺,就像是用滌綸拋光輪打磨金屬一樣,是那種蹭的發亮。這個原因我分析,就是研磨微粒嵌入軟基的砥石表面,減少了砥石表面的粗糙度。
但是用一個細膩度很高的天然砥石,黃板烏鴉,這個黃板研磨碳鋼的硬鋼部分,可以接近鏡面,但是研磨m390,反而像噴砂一樣的質感。
我還有一個硯臺。用它來研磨貼鋼嫁接刀,會出現軟鐵部分非常大的劃傷,目數非常低,但是硬鋼部分,確是很鏡面。一種強烈的反差。
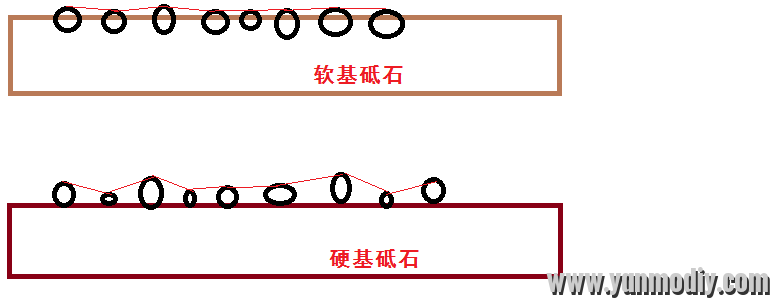
這個理論我還是配個圖吧。
對於軟質基底的砥石,顆粒被壓入砥石表面,導致砥石的表面粗糙度不足,也就是目數不高,同時也意味著切削力不足。
但是硬質基底的砥石,顆粒始終在砥石表面滾動。從而帶來更粗的劃傷故而視覺上拋光作用不明顯。
由此展開說說軟質,硬質的砥石的使用感覺。自出漿和名倉出漿的研磨幫助。
老吳和天被的關於切削力的判斷說法,我是非常贊同的。
賞心悅目的黑水,會讓人產生切削力強的直觀感覺。但是,用漿水黑不黑來判定切削能力,是非常錯誤的。
最正確的判定方法,還是用金剛板打花之後,看下多少下消磨,可能去除所有的劃痕。
先不說不同金屬之間的晶粒大小。假設晶粒大小是固定的。
有些砥石的質地太軟,它會及時的出現研磨微粒,不斷產生的砥石微粒,會造成作用1迅速產生,從而導致作用2不明顯,所以這種砥石研磨的時候感覺會比較粗。不過,這種砥石的首次研磨(未出漿),會讓你錯覺它的硬度高得多。只有出現漿液之後,帶來砥石自身的損耗迅速增加,同時混合金屬切削微粒。所以出現濃重的灰黑漿。然後你才感慨,這個石頭剛開始這麼硬,怎麼越用感覺越軟。
砥石的質地太硬,有些會硬到像玻璃一樣。如果這種砥石僅僅靠水+摩擦,不足以使砥石表面出現脫落微粒,所以會造成打滑,無切削,這個石頭太硬的感覺。對於這種砥石,我們需要考慮用金剛板或者同等質地的砥石對磨,或者名倉來產生出漿。如果砥石的質地非常緻密,會造成自出漿不足以產生作用1,或者說維持作用1,在自出漿逐漸的被作用2消耗成目數非常高的微粒之後,就會覺得砥石的目數非常高,但是切削力低下,就算出漿之後能產生強切削,切削力也迅速下降。
如果這種硬砥石,恰恰好產生的作用1,達到一種平衡,就是自產自銷,自給自足。那麼這個砥石還可以用。如果不是,那抱歉,這種玻璃玉石質感的砥石,只適合出鋒利度。
砥石的質地適中。通過水+摩擦力,砥石會在表面產生適當的自出漿,這些自出漿恰好達到作用1和作用2的平衡。就是新的砥石微粒的產生速度,和碎裂成非常細小的高目數微粒,達成一種平衡。這樣研磨出來的刃面,細膩度肯定不是最高,但是它持續的切削力,會帶來最均勻的刃面和最佳的手感。只要適度的補充水,推掉堆積的鐵屑和砥石漿液,就可以達到穩定的研磨效率。
我覺得色物、過於軟的內雲、對於軟的丸尾山,都屬於太軟的範疇。它們更適合用於大面積接觸時候的研磨,可以在不用施加非常大的壓力情況下,產生一定的切削力。
奧殿巢板和新田巢板,都屬於硬偏中的範疇。切削力強,更能帶來視覺的衝擊。
大平內雲,硬些的丸尾山,屬於中等的範疇,對於不是bt硬的鋼,是一種最佳的手感和感覺。
黃板、硬質的合砥之類,都屬於硬、或者過硬的範疇,合理的利用出漿,可以獲得很好的鋒利度和切削力。
……………………………………………………
老吳的回覆:
很好,很好,有討論才是王道我先聲明下,我手上的這個切出小刀或許就是和你手上的刨刃差不多,軟鐵的地方非常硬,從刃黑1k的研磨效率上就能看出來。畢竟刃黑1k對於軟鐵部分居然出現了鏡面,這說明刃黑1k對於此小刀的軟鐵部分切削力也十分有限。
為什麼我說出現鏡面之是切削力降低的表現?
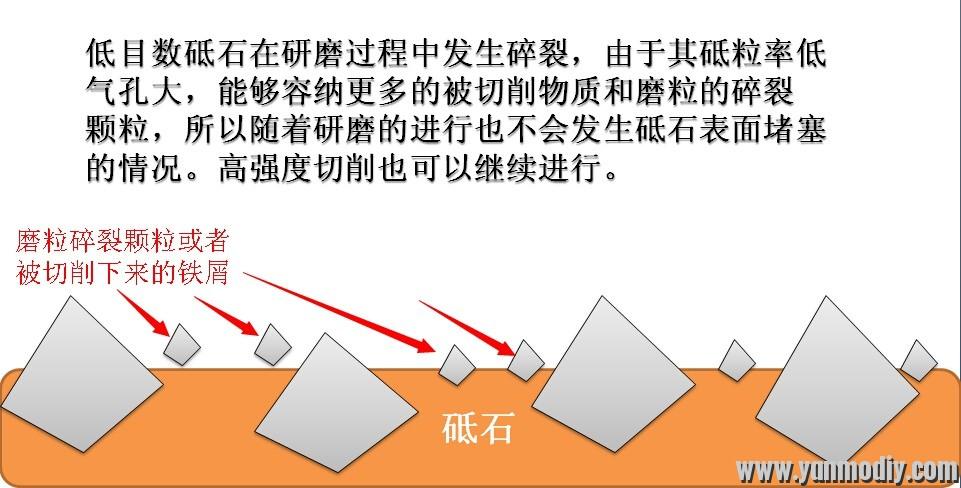
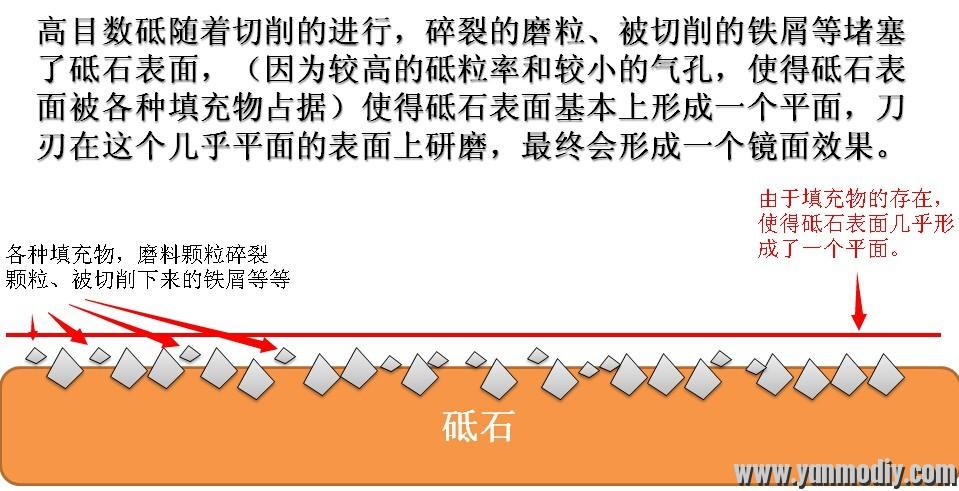
這是因為砥石的磨料顆粒被磨頓之後,再加上亂七八糟的填充物(磨料顆粒碎裂下來的部分、被切削下來的鐵屑),基本上使得砥石表面成了一個接近於平面的表面。平面對於拋光來說是非常合適的,但是對於需要切削力的場合,就不那麼惹人喜歡了。
所以,首先在這裡下個定論,那就是在低、中目數的砥石上研磨如果出現鏡面傾向,那麼表示砥石對於刃面的切削力趨於第三階段,也就是拋光階段,這時砥石對於刃面的切削力嚴重下降。
那麼為了提升砥石的切削力,通常會有三種方法(以前是兩種,現在老吳新找到一種....一般人我不告訴他....)
1:用金剛石板出漿,其原理是將利用金剛石這種人類能夠製造出來的最堅硬的物質將砥石表面的磨料顆粒(磨粒)先刮下來一部分,然後在研磨過程中起到加速砥石損耗,提高砥石自銳性,使得磨面更新速度提升,以達到提升切削力的作用。
2:採用名倉出漿,原理同金剛板。
3:採用磨料微粉。使用前先將對應目數的磨料微粉撒在砥石表面,作用也是提升自銳性,加快磨面的更新速度。
以上三種方法均會加大砥石自損速度,不過這三種方法一般用在硬質的砥石上面(刃黑1k),而軟質(jns800)則無需以上方法。
就著阿倫的帖子,有一個觀點很明確,就是需要切削力的情況下,砥石的自銳性必定需要達到一個相應的程度,如果砥石自銳性等於零的話,那麼切削也就無從談起(CNB和金剛石這種超級磨料不在討論之列,這些超級耐磨的東西和普通的人造GC,WA或者天然砥石的切削原理完全不同。)
我說說低目數砥石和高目數砥石不同的切削。


沒有留言:
張貼留言